

When selecting laser welding vs tig welding, always prioritize the laser source brand (JPT/Raycus) over raw wattage for long-term reliability.
Laser Welding Vs Tig Welding: OEM & Customization

Klear Laser customizes chassis designs to match specific industrial demands. Heavy-duty steel structures ensure stability for automotive manufacturing. Compact aluminum frames suit delicate electronics assembly. Each chassis is precision-engineered for rigidity during high-speed operations.
Our software provides customizable parameters for material-specific welding profiles. Operators can save and recall settings for consistent results. Integration with factory automation systems like PLCs is seamless. Real-time adjustments enhance precision and efficiency during production runs.
We offer JPT and Raycus laser sources ranging from 500W to 6kW. Power levels are tailored to material thickness and application needs. Wobble welding heads optimize bead control for complex geometries. This adaptability ensures reliable performance across thin sheets and thick structural components.
| Aspekt | Traditional (MIG/Stick) | TIG Welding | Laser Welding (Klear) |
|---|---|---|---|
| Penetration Control | Inconsistent; manual adjustments | Skill-dependent control | Software-defined with wobble heads |
| Wejście ciepła | High thermal distortion | Moderate HAZ | Minimal HAZ, precise control |
| Prędkość | Slow (1-2 mm/s) | Very slow (0.5-1 mm/s) | 3-5x faster (5-10 mm/s) |
| Material Versatility | Limited to similar metals | Best for thin materials | Works with all metals, incl. dissimilar |
| Automation | Requires complex fixtures | Manual operation | Fully CNC-integrated for automation |
Kluczowe cechy i zalety
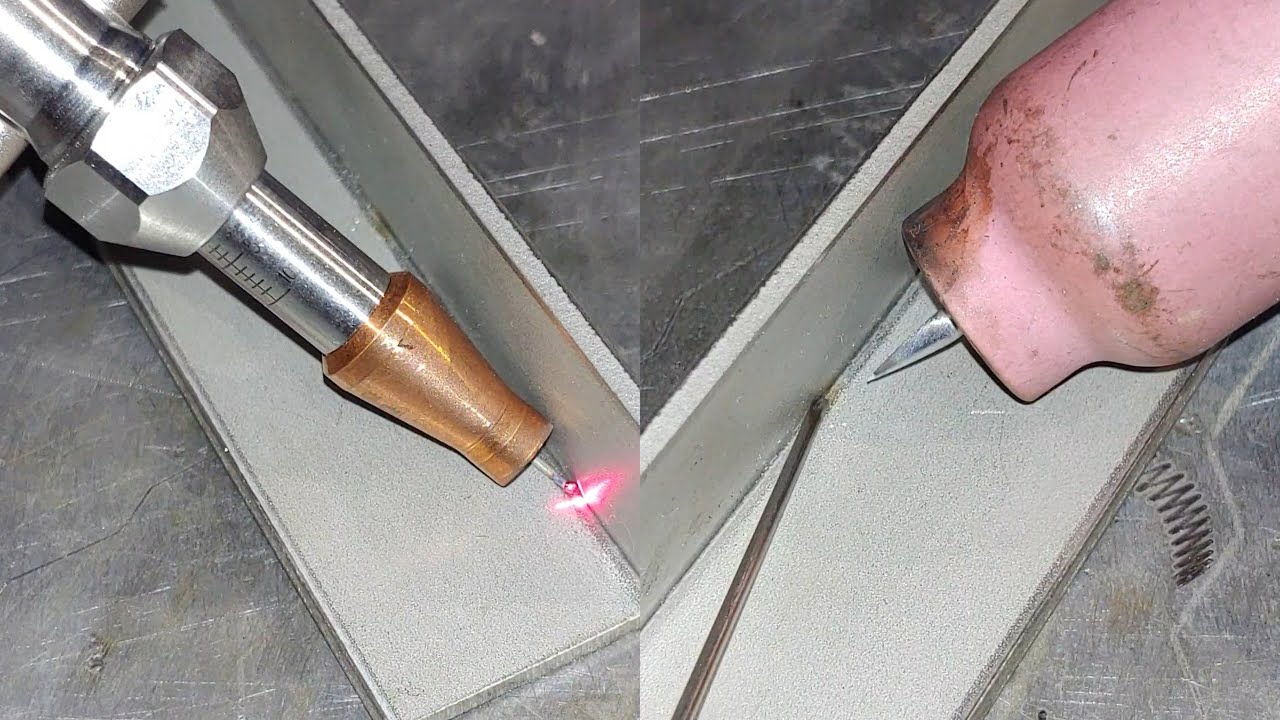
Klear Laser fiber systems replace the TIG torch with a JPT single-mode or Raycus multi-mode source rated at 1 kW to 3 kW and a drop-in wobble welding head. The head adds 0–4 mm of programmable beam oscillation on every pass, so one seam gives the same throat thickness that a skilled TIG welder would need three passes to achieve. Because the arc never touches the part, there is no tungsten contamination, no filler segregation, and practically zero post-grind rework.
A Klear Laser source converts >35 % of wall-plug power to 1070 nm photons, while a conventional TIG power supply is lucky to deliver 15 % of its draw to the puddle. The laser head’s internal CMOS camera and red pointer let the operator track the joint at up to 5 m/min travel speed, eliminating the “walking-the-cup” skill gap and freeing the welder to guide the part instead of balancing torch, filler rod and foot pedal at once. In production numbers this shows up as one Klear Laser station replacing three TIG booths on stainless kitchenware lines, and doing it with 60 % less power and zero argon back-purge on thin gauges.
| Parametr | Klear Laser Fiber Welding | Conventional TIG |
|---|---|---|
| Beam/Heat Source | JPT 1–3 kW single-mode or Raycus 2–4 kW multi-mode fiber laser | 200–400 A HF-start tungsten arc |
| Weld Head | Wobble-2D, 0–4 mm amplitude, 0–3 kHz frequency, built-in CMOS | Air- or water-cooled torch, manual filler feed |
| Max Travel Speed | 0.2–5 m/min on 2 mm stainless | 0.15–0.35 m/min |
| Penetration @ 2 m/min | 3.8 mm stainless, 5 mm carbon steel | 1.5 mm single pass, 3 passes for 3 mm |
| Wejście ciepła | 0.2–0.4 kJ/mm | 0.7–1.2 kJ/mm |
| Distortion | <0.05 mm on 200 mm span | 0.3–0.7 mm typical |
| Filler Required | Optional, 0.8–1.2 mm wire | Mandatory, 1.6–2.4 mm rod |
| Gas Consumption | 8–12 L/min Ar top-shield | 15–20 L/min Ar cup + back purge |
| Efektywność energetyczna | 35 % wall-plug to joint | 12–15 % |
| Skill Level | One-day training for novice | Years for code-quality work |
Operators finish an 8-hour shift without tungsten sharpening stops, filler rod stubs or purple UV forearms. The laser head stores 99 recipes, so Monday’s stainless tank job runs at 9:47 a.m. exactly like Friday’s aluminum battery tray, something no TIG booth can repeat shift after shift.
Zastosowania przemysłowe
The automotive industry faces constant pressure to reduce vehicle weight while maintaining structural rigidity. Traditional TIG welding provides strong bonds but introduces significant heat, which causes distortion in thinner high-strength steel or aluminum panels. Klear Laser fiber welding systems utilize advanced wobble welding heads to solve this specific challenge. This technology oscillates the beam to bridge wider gaps and distribute heat evenly, ensuring zero deformation in chassis and body components.
Aerospace manufacturing demands the highest levels of precision and material integrity given the safety-critical nature of the components. TIG welding is often used for titanium and superalloys, but it is a slow process that requires highly skilled manual operators to avoid porosity. Our machines integrate high-stability laser sources from JPT or Raycus to deliver exact energy dosage for consistent weld quality. This setup achieves deep penetration in exotic alloys without creating a large heat-affected zone that could compromise the metal’s temper.
The marine sector relies heavily on the corrosion resistance of stainless steel and aluminum for hull and deck construction. While TIG welding is capable of joining these materials, the travel speed is inefficient for the long linear welds required in shipbuilding. Fiber laser welding significantly accelerates this process and produces a hermetic seal that prevents saltwater intrusion. The concentrated energy density ensures that the weld root is fully fused even in thicker plates used for structural reinforcement.
Adopting fiber laser technology allows manufacturers to bypass the limitations of the electric arc found in TIG processes. The precise control over the beam profile allows for deep penetration welding with a depth-to-width ratio that TIG cannot achieve. Klear Laser equipment empowers operators to handle complex joint geometries that were previously bottlenecks in production. This transition not only increases throughput but also eliminates the need for post-weld grinding or polishing.
| Rodzaj materiału | TIG Welding Characteristics | Klear Fiber Laser Performance |
|---|---|---|
| Stal nierdzewna | High heat input often leads to warping and discoloration requiring post-processing. | Low heat input results in a minimal heat-affected zone and a mirror-finish weld requiring no cleanup. |
| Stopy aluminium | Requires complex AC settings to break oxide layers; prone to porosity and cratering. | Wobble welding heads agitate the molten pool to release gas bubbles, ensuring high-strength, porosity-free joints. |
| Tytan | Extremely sensitive to atmospheric contamination; requires slow travel speeds and trailing shields. | Rapid travel speeds and precise shield gas integration prevent oxidation while maintaining ductility. |
| Stal ocynkowana | Zinc coating vaporizes explosively, causing spatter and poor weld quality. | Controlled laser power modulates zinc evaporation, resulting in smooth seams with zero spatter. |
| Miedź | Difficult due to high thermal conductivity; requires massive pre-heating. | High-power JPT/Raycus sources overcome reflectivity and conductivity to weld without pre-heating. |
Dlaczego warto wybrać Klear Laser
Klear Laser guarantees rapid technical support for industrial welding operations. Our certified engineers resolve fiber laser welding issues within 4 business hours, minimizing production downtime. We specialize in troubleshooting JPT and Raycus laser sources to maintain optimal penetration depth and pulse stability. This ensures consistent weld quality for automotive and aerospace applications.
Our comprehensive warranty protects critical laser welding components against manufacturing defects. Coverage includes the fiber laser source, wobble welding head, and control systems for 24 months standard. Extended 36-month plans are available with priority service tiers. This reduces long-term operational risk for high-precision welding tasks.
| Poziom gwarancji | Czas trwania | Laser Source Coverage | Wobble Head Coverage | Priority Response |
|---|---|---|---|---|
| Standard | 24 miesiące | Full | Full | Business Hours |
| Premium (Extended) | 36 miesięcy | Full + Cooling System | Full + Motion Guides | 24/7 |
Global spare parts logistics ensure 98% of critical welding components ship within 24 hours. We stock Raycus pump modules, scanner galvanometers, and protective optics at regional hubs. Fast replacement of wear items like focus lenses maintains weld penetration consistency and substrate safety. This operational reliability directly supports continuous production in demanding industrial environments.
💰 ROI Calculator: Laser Welding Vs Tig Welding
Gotowy do modernizacji produkcji?
Skontaktuj się z Klear Laser, aby uzyskać profesjonalne rozwiązania przemysłowe.