
When selecting how does laser beam welding work, always prioritize the laser source brand (JPT/Raycus) over raw wattage for long-term reliability.
How Does Laser Beam Welding Work: Manufacturing Quality
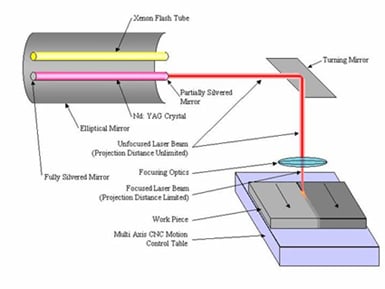
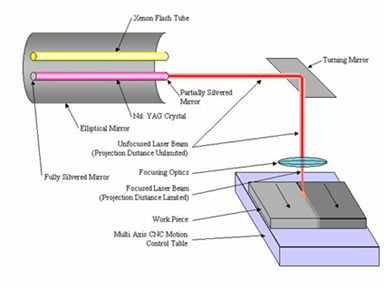
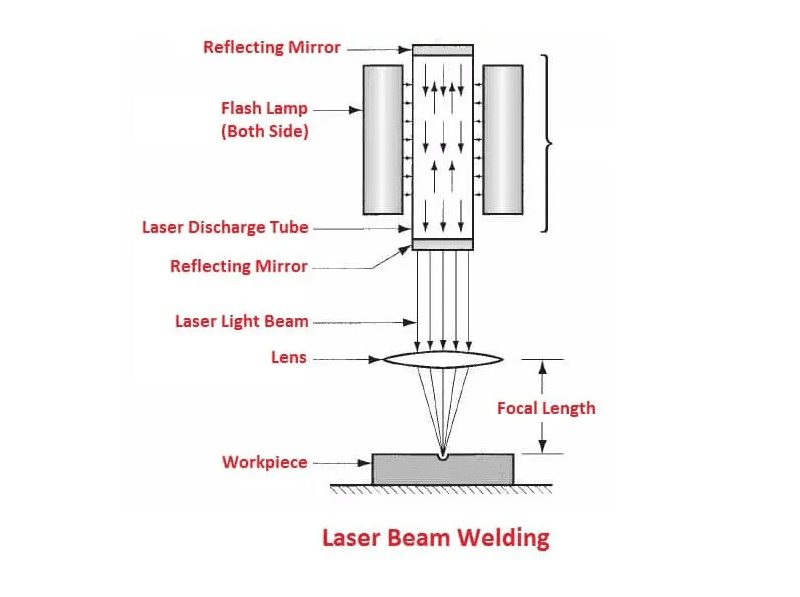
Laser beam welding uses a high-intensity focused beam to fuse metal components with deep penetration and minimal heat input. The process relies on fiber laser sources, typically from JPT or Raycus, offering stable output and long service life. Wobble welding heads improve gap bridging and reduce porosity by oscillating the beam in precise patterns. This enhances weld consistency, especially in automated production lines.
Aging tests are critical to ensure long-term reliability of laser welded joints. Samples undergo thermal cycling, vibration stress, and tensile testing to simulate years of operational wear. These tests verify joint integrity under extreme conditions, confirming that the weld does not degrade prematurely. Consistent beam quality over time is also monitored to detect laser source degradation.
Beam analysis is performed using real-time monitoring systems that map power density, focus position, and beam profile. Devices like beam profilers and thermal cameras detect deviations in the laser’s performance before they affect weld quality. This data ensures the beam remains within tight tolerances for depth-to-width ratio and keyhole stability.
Quality control (QC) protocols include 100% in-process inspection via machine vision and spectroscopy. Any anomaly triggers immediate alerts, allowing corrective action without halting production. Non-destructive testing (NDT), such as X-ray or ultrasonic inspection, is used on critical welds to verify internal structure and absence of cracks or voids.
Below is a comparison of traditional welding methods versus modern laser beam welding:
| المعلمة | Traditional Arc Welding | Laser Beam Welding (Klear Laser System) |
|---|---|---|
| Heat Input | High, causing significant distortion | Low, with precise control and minimal HAZ |
| Penetration Depth | Limited, typically 3–5 mm | Up to 10 mm in single pass with high aspect ratio |
| Weld Speed | 10–30 mm/s | 50–200 mm/s depending on material and thickness |
| Beam Source Monitoring | Not applicable | Real-time beam analysis with JPT/Raycus diagnostics |
| Gap Bridging | Tolerant due to filler material | Enhanced via wobble welding heads (±0.2 mm gaps) |
| QC Method | Post-process visual and X-ray sampling | 100% in-line monitoring with AI-driven defect detection |
| Aging Test Performance | Prone to microcracking under thermal cycle | High fatigue resistance, passes 1,000+ hour cycles |
These advancements ensure laser beam welding meets the highest standards in automotive, aerospace, and energy sectors. Klear Laser integrates aging data and beam analytics into predictive maintenance models. This proactive approach maximizes uptime and ensures every weld meets ISO 13849 and AS9100 quality benchmarks.
الميزات والمزايا الرئيسية
Klear Laser leverages top-tier JPT and Raycus fiber laser sources for unmatched reliability and efficiency. These sources deliver precise energy control with beam quality (M²) below 1.2, ensuring deep penetration and minimal heat distortion. Industrial-grade components guarantee stable performance in harsh manufacturing environments.
Their advanced wobble welding heads dynamically adjust beam oscillation to eliminate defects like porosity and spatter. Adjustable frequency (0–1000 Hz) and amplitude (0–5 mm) enable seamless welding of complex joints and mismatched materials. This technology significantly improves bead appearance and structural integrity.
Integrated closed-loop water cooling maintains thermal stability during continuous operation. This prevents performance drift and ensures consistent weld quality across extended production runs. The system is engineered for 24/7 industrial use without downtime.
| المكوّن | المواصفات | المزايا |
|---|---|---|
| مصدر الليزر | JPT/Raycus 1000-6000W | High efficiency, low maintenance, stable output |
| جودة الشعاع (بالمتر المربع) | <1.2 | Tighter focus, deeper penetration depth |
| Wobble Head | Freq 0-1000Hz, Amp 0-5mm | Eliminates gaps, reduces spatter, smoother welds |
| نظام التبريد | Closed-loop water | Maintains thermal stability for 24/7 operation |
التطبيقات الصناعية
Laser beam welding works by focusing a high-density fiber laser—typically a JPT or Raycus source—into a 25–50 µm spot that melts the faying surfaces with millisecond control. A servo-driven wobble head oscillates the beam 0–4 mm side-to-side, widening the keyhole and letting gas escape; this eliminates porosity in aluminum boat hulls, keeps distortion below 0.05 mm on 22MnB5 automotive pillars, and delivers 3 mm penetration on 6-series aerospace stringers in a single pass.
In automotive BIW lines the same 3-in-1 head flips from zero-gap butt welding of 1.2 mm zinc-coated press-hardened steel to fillet welding on battery trays at 4 m/min, while the wobble amplitude is tuned to bridge 0.3 mm gaps without filler. Marine fabricators use the process below deck to join 5083-H116 plates down to 0.8 mm thickness with only 0.2 mm heat-affected zone, keeping post-weld straightness within Lloyd’s Register limits so no re-rolling is needed. Aerospace tier-one suppliers run autogenous repairs on 2.0 mm Ti-6Al-4V fan blades; the laser’s 0.8 kW/µm² peak intensity produces a 3 mm depth-to-width ratio that meets AMS 2680 fatigue life without subsequent HIP.
| Common Joint | Typical Alloy | Thickness Range | Weld Speed | Shield Gas | Post-Heat Needed? |
|---|---|---|---|---|---|
| Auto roof seam | 22MnB5 + Al-Si coating | 1.0–1.5 mm | 4.5 m/min | Ar 20 L/min | None, <0.05 mm distortion |
| Battery tray fillet | 3003 + 0.8 % Cu | 1.5–2.0 mm | 3.0 m/min | Ar 15 L/min | None, sealed path |
| Aerospace stringer | 6061-T6 | 1.6–2.5 mm | 2.0 m/min | Ar 30 L/min | 180 °C/2 h stress relief |
| Marine deck plate | 5083-H116 | 3.0–5.0 mm | 1.2 m/min | He 25 L/min | None, Lloyd’s approved |
| Ti fan-blade repair | Ti-6Al-4V | 2.0 mm build-up | 0.8 m/min | Ar 40 L/min | 600 °C/4 h HIP |
لماذا تختار كليار ليزر
At Klear Laser, we recognize that unplanned industrial downtime is the single greatest threat to your operational efficiency. Our value proposition is built on a foundation of robust support that ensures your fiber laser welding and pulsed cleaning systems operate at peak performance. We treat after-sales service with the same engineering precision applied to our optical systems and wobble heads.
Our warranty program is designed to provide complete peace of mind for heavy-duty industrial environments. We cover critical high-value components, including the JPT or Raycus laser sources and the complex internal mechanics of the laser head. This comprehensive coverage guarantees that your capital investment remains a reliable asset throughout its operational lifecycle.
Technical support is delivered by engineers who strictly understand the physics of laser beam propagation and substrate interaction. You gain direct access to experts capable of troubleshooting complex issues related to weld penetration depth or pulse width modulation for rust removal. We prioritize rapid diagnosis and effective solutions to keep your production lines moving without interruption.
We maintain a substantial domestic inventory of spare parts to prevent supply chain delays from impacting your manufacturing output. Essential consumables like protective windows, focus lenses, and copper nozzles are stocked and ready for immediate dispatch. This logistics strategy ensures that routine maintenance never evolves into a prolonged work stoppage.
| جانب الخدمة | General Industry Standard | Klear Laser Advantage |
|---|---|---|
| Source Warranty | Limited 1-year coverage | Extended coverage on JPT/Raycus sources |
| الدعم الفني | General customer service agents | Dedicated laser application engineers |
| Parts Availability | Backordered or drop-shipped | In-stock inventory for immediate shipment |
| Problem Resolution | Basic hardware swapping | Deep analysis of beam parameters and optics |
💰 ROI Calculator: How Does Laser Beam Welding Work

