
When selecting laser beam welding vs electron beam welding, always prioritize the laser source brand (JPT/Raycus) over raw wattage for long-term reliability.
Laser Beam Welding Vs Electron Beam Welding: OEM & Customization
At Klear Laser, we begin every chassis build with a 3D scan of your line.
This lets us mill a 6061-T6 frame that drops in where the old torch or EB column used to sit, re-using the same bolt pattern and cable trays so you lose zero production hours on retro-fit day.
Inside that frame we mount the JPT or Raycus oscillator on vibration-isolating gaskets, route the QBH through protected drag-chain, and leave 30 % extra cabinet volume for future power upgrades.
The result is an IP54 sealed module that survives press-shop dust and 24/7 robotic motion without alignment drift.
Software is written on our KlearCONTROL platform, an IPC-based stack that speaks EtherCAT, OPC-UA, and your PLC dialect natively.
We compile the weld map right from your CAD seam file, then let you edit penetration depth, wobble amplitude, or beam shape in 100 µm steps from a 15-inch gloves-on touchscreen.
Password-level access locks recipes so that a line changeover from 2 mm steel to 0.4 mm copper needs one barcode scan, not an hour of re-qualification.
Remote VPN lets our engineers push new process parameters overnight, saving a service visit.
Laser power scaling is done by oscillator chaining, not by buying a bigger box.
A 2 kW single-mode JPT today can be paralleled to 4, 6, or 8 kW by sliding in additional 2 kW pump modules and updating the combiner firmware; the original fiber, cooler, and wobble head stay in place.
We match the beam parameter product to your penetration target: 0.4 mrad for 0.5 mm aluminum battery foil, 2 mrad for 10 mm structural steel, always keeping the same 20 µm spot size at the workpiece.
Because the power upgrade is modular, ROI is preserved—you only pay for photons when you need them.
| Caratteristica | TIG / MIG (old) | Laser Beam Welding (Klear) | Electron Beam |
|---|---|---|---|
| Heat Input (J/mm) | 400–800 | 30–120 | 20–100 |
| Penetration @ 8 kW | 3 mm max | 10 mm in SS | 50 mm in Ti |
| distortion (mm/m) | 1–2 | 0.1–0.3 | 0.05–0.2 |
| Vacuum Required | No | No | Yes, 10⁻³ mbar |
| Typical Speed 6 kW | 0.3 m/min | 2 m/min | 1.5 m/min |
| Wobble Width | Fixed by tip | 0–5 mm programmable | 0–2 mm magnetic |
| Power Source | n/a | JPT/Raycus fiber | HV cathode 150 kV |
| Cooling Medium | n/a | 22 °C closed-loop DI water | Diffusion pump + chillers |
| Operational Cost /m | $1.80 | $0.45 | $2.10 |
| Safety Class | open arc | Class 1 enclosure | X-ray shielding |
Every Klear system ships with a witness coupon welded to your exact alloy, scanned on a Keysight X-ray CT, and the data baked into the recipe.
When your production mix changes, we re-write the map, re-certify the seam, and push the update over the air—no new capital, no new risk.
Caratteristiche e vantaggi principali
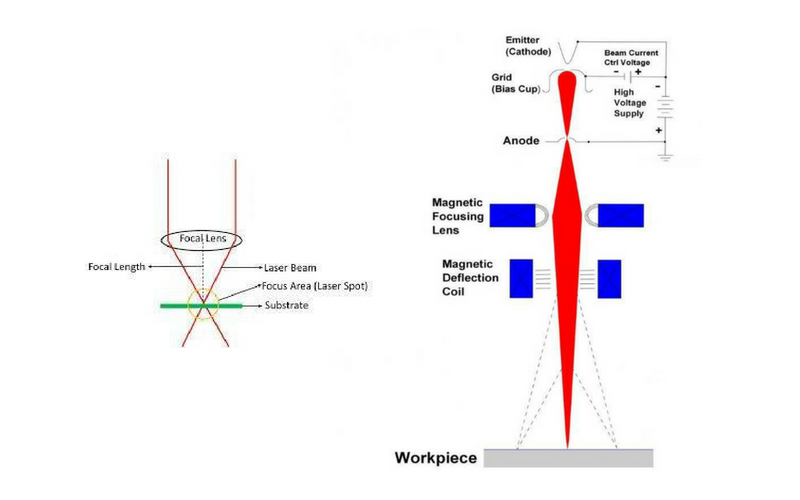
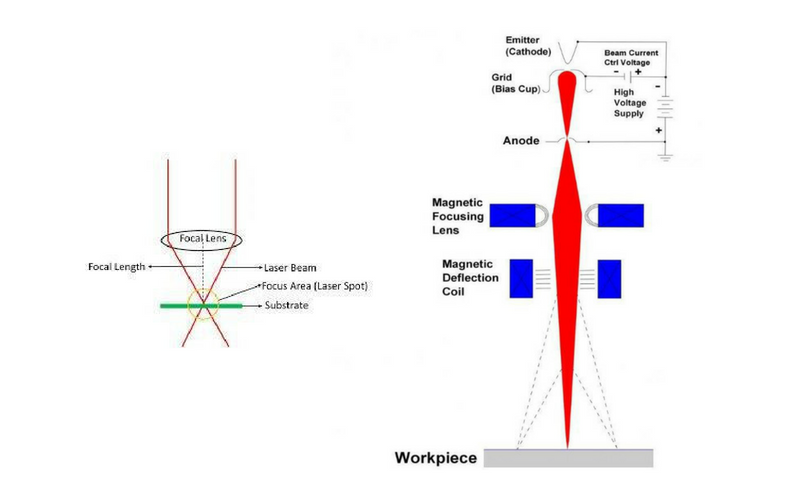
Klear Laser positions our fiber laser technology as a superior alternative to Electron Beam Welding (EBW) for most industrial applications due to operational flexibility and cost-efficiency. While EBW offers high energy density, it strictly requires a vacuum chamber to function, which limits the size of the workpiece and slows down production cycles. Our systems utilize atmospheric shielding gas to achieve similar deep penetration results without the logistical bottleneck of creating a vacuum environment.
At the core of our welding systems lies the choice of premium JPT or Raycus fiber laser sources. These sources provide exceptional beam quality and energy stability that rival the kinetic energy transfer of electron beams. A Raycus source delivers continuous wave power that maintains a stable keyhole for deep weld penetration in stainless steel and aluminum. This ensures that the structural integrity of the weld matches aerospace standards without the excessive capital investment required for EBW generators.
A critical advantage of Klear Laser equipment is the integration of advanced wobble welding heads. Electron beams typically require near-perfect joint fit-up because the beam is static and incredibly narrow. Our wobble heads oscillate the laser beam at high frequencies to widen the fusion zone and bridge gaps effectively. This technology allows operators to weld parts with imperfect fit-up while maintaining high processing speeds and minimizing the heat-affected zone.
The logistical freedom of fiber laser welding cannot be overstated when comparing it to the rigid constraints of electron beam systems. EBW systems generate harmful X-rays, necessitating lead-lined chambers and strict safety protocols that isolate the operator from the part. Klear Laser handheld and automated solutions bring the welding head to the assembly, regardless of its size or geometry. This mobility allows for the rapid integration of laser welding into existing production lines where traditional methods were previously used.
| Caratteristica | Klear Laser (Fiber LBW) | Electron Beam Welding (EBW) |
|---|---|---|
| Operating Environment | Atmospheric (Shielding Gas) | High Vacuum Chamber |
| Power Source | Fiber (JPT / Raycus) | Electron Gun / High Voltage |
| Gap Tolerance | High (via Wobble Head) | Low (Requires Precision Fit-up) |
| X-Ray Radiation | Nessuno | High (Requires Shielding) |
| Workpiece Size | Unlimited (Flexible Reach) | Limited by Chamber Size |
| Cycle Speed | Fast (Instant On) | Slow (Vacuum Pump-down time) |
| Maintenance Cost | Low (Solid State) | High (Filament/Vacuum upkeep) |
Applicazioni industriali
Laser beam welding dominates automotive manufacturing for body-in-white assembly and powertrain components. Its speed and compatibility with production lines outperform electron beam welding’s vacuum constraints. Klear Laser systems utilize Raycus or JPT fiber sources at 1–6 kW, enabling deep penetration in steel and aluminum alloys. Wobble welding heads ensure consistent seams on door frames and battery housings without part distortion.
Electron beam welding remains critical in aerospace for high-value, vacuum-compatible components like turbine disks and rocket nozzles. It achieves unmatched depth-to-width ratios in thick nickel superalloys and titanium. However, the requirement for vacuum chambers limits throughput and increases costs significantly. This makes EBW impractical for large structures or high-volume production runs.
Marine applications exclusively use laser beam welding due to part size and environmental constraints. Shipbuilding requires welding large steel sections in open-air environments where EBW’s vacuum system is impossible. Klear Laser’s portable fiber welders handle thick-section steel with deep penetration, crucial for hull and deck fabrication. Pulse control prevents warpage in sensitive marine alloys like 5083 aluminum.
The following table compares primary materials processed by each technology across these industries:
| Industria | Laser Beam Welding (LBW) Materials | Electron Beam Welding (EBW) Materials |
|---|---|---|
| Automotive | Carbon steel, HSLA steel, 5xxx/6xxx aluminum, copper | Limited to specialized sensors/motors (copper, Kovar) |
| Aerospaziale | Ti-6Al-4V, 7075 aluminum, Inconel 718 (thin sections) | Ti-6Al-4V, Inconel 718, Waspaloy (thick sections >50mm) |
| Marina | ABS A36 steel, 5083 aluminum, duplex stainless | Not applicable (vacuum impractical) |
Perché scegliere Klear Laser
Klear Laser’s technical support infrastructure provides 24/7 access to laser application specialists who understand your production challenges. Remote diagnostics enable real-time troubleshooting of JPT and Raycus fiber laser sources, wobble welding head calibration, and pulsed cleaning parameters. When on-site intervention is required, our field engineers deploy with OEM-certified tools and deep process knowledge to restore operational status within minimal timeframe.
Our comprehensive warranty program covers core components including laser resonators, beam delivery optics, and CNC control systems for periods up to two years. This protection guarantees specified penetration depths in welding applications and substrate preservation in laser cleaning operations. Extended warranty packages offer predictable maintenance costs and priority technical support for long-term asset protection.
We operate a global spare parts logistics network with regionally stocked inventories of critical components for immediate deployment. Our OEM parts program includes pre-calibrated laser sources, replacement wobble welding heads, and precision optics that match original equipment specifications. This ensures your fiber laser welder or pulsed cleaning machine maintains exacting performance standards with documented traceability.
| Componente del servizio | Response Capability | Technical Coverage | Vantaggi industriali |
|---|---|---|---|
| Assistenza tecnica | 24/7 hotline, <2hr callback | JPT/Raycus sources, wobble heads, pulse parameters | Maximizes uptime, process continuity |
| Warranty Program | 24-month standard coverage | Laser sources, optics, control systems | Protects capital investment, performance guarantee |
| Ricambi | 48-hour global fulfillment | OEM-certified, pre-calibrated components | Minimizes MTTR, maintains precision |
💰 ROI Calculator: Laser Beam Welding Vs Electron Beam Welding
Siete pronti ad aggiornare la vostra produzione?
Contattate Klear Laser per soluzioni industriali professionali.